


How to resolve coarse particle carryover caused by classifier interception failure in a Raymond mill
- Time:2026-05-27
- Views:0

Coarse particle carryover in Raymond mill powder is mostly caused by classifier interception failure, with the root cause being loss of control over the screening gap due to impeller wear or bearing faults. During operation and maintenance, attention must be focused on three key factors — gap, bearings, and airflow — to quickly troubleshoot the issue and stabilize product fineness.
Specific Symptoms of Classifier Interception Failure in Raymond Mill
During the operation of a Raymond mill, there is a type of contradictory failure: the 325-mesh passing rate meets the standard, but each sieving shows a noticeable residue of coarse particles on the 100-mesh screen. This results in the finished powder failing to meet fineness requirements, affecting product quality. The core cause is classifier interception failure, where coarse particles bypass the classifying mechanism and mix into the finished product. Many customers tend to misdiagnose this as insufficient grinding by the main mill or clogged dust collector bags, leading to repeated repairs without resolving the issue.
Specific Causes of Classifier Interception Failure in Raymond Mill
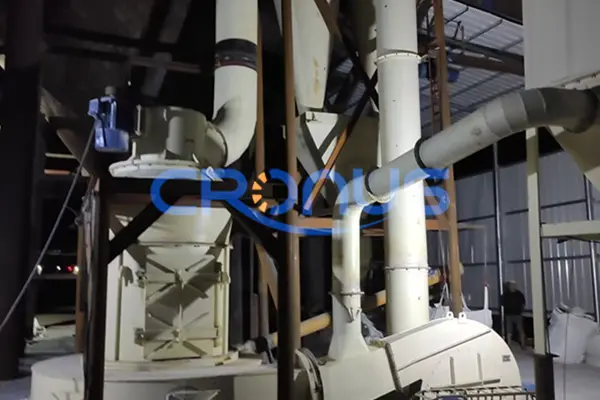
The classifier is a key component for fineness control in a Raymond mill. It creates a centrifugal force field through a high-speed rotating impeller to perform material classification: qualified fine particles pass through the impeller gap with the airflow and enter the collection system, while oversized coarse particles are intercepted by the impeller and returned to the grinding chamber for regrinding. Classification accuracy mainly depends on the clearance between the impeller and the top cover. The standard design clearance is 0.2 mm, which is also the critical value for intercepting particles larger than 150 μm. Once this clearance deviates, the classification interception function fails completely.
Static Clearance Enlargement Caused by Impeller Blade Wear
Impeller blades are subjected to prolonged material impact and abrasion. The blade tips gradually wear down, develop nicks, or become deformed, causing the clearance between the impeller and the top cover to continuously increase. The static interception effect weakens, allowing oversized coarse particles to mix into the finished product through the enlarged gap, ultimately resulting in excessive residue on the 100-mesh screen.
Dynamic Clearance Anomalies Caused by Bearing Faults
The positioning accuracy of the impeller is determined by its support bearings. Bearings that experience wear or aging over prolonged operation can cause radial runout and axial movement, instantly expanding the normally stable 0.2 mm clearance to over 0.5 mm, forming an irregular leakage path. This type of fault is highly concealed and cannot be identified through visual static inspection, making it a common challenge for many customers during troubleshooting.
Solutions to Classifier Interception Failure in Raymond Mill
Fault Analysis
First, rule out main mill grinding issues and pulse dust collector system failures: if grinding capacity is insufficient, the overall fineness of the material will deteriorate, and the 325-mesh passing rate will typically fall below 80%. In contrast, classifier interception failure only produces localized coarse particles while the 325-mesh index remains normal, indicating that the grinding system is in good working condition. As for dust collector bags, their primary function is gas-solid separation and dust collection. Clogged bags only increase system resistance and reduce production capacity; they do not cause coarse particles to mix into the finished product.
Therefore, it can be determined that the problem lies in the classification stage. The classifier is the core equipment specifically designed for coarse particle interception and fine particle passage. The presence of coarse particle residue on the 100-mesh screen is essentially a manifestation of classifier interception failure. Because the proportion of coarse particles is small, it does not affect the overall 325-mesh passing rate.
Troubleshooting Measures
Gap Calibration: Use a feeler gauge to accurately measure the clearance between the impeller and the top cover, ensuring uniform clearance at all points within the range of 0.2±0.05 mm. For impellers with minor wear, restore the standard clearance by adjusting the axial position.
Bearing Inspection: Use a vibration analyzer to monitor bearing operating conditions. Replace any bearings showing abnormal vibration, temperature rise, or excessive clearance immediately to eliminate impeller runout and axial movement, restoring dynamic interception capability.
Airflow System Optimization: Inspect the classifier's air inlet ducts and damper openings to ensure uniform and stable airflow distribution, preventing reduced classification accuracy due to airflow turbulence.

Cronus Machinery manufactures grinding mills with meticulous craftsmanship. Every piece of equipment undergoes strict quality inspection procedures before delivery, including gap calibration, bearing assembly, and no-load vibration testing, ensuring product quality from the source. Additionally, we provide one-stop services including equipment commissioning and operation & maintenance training. If you encounter issues such as coarse particle carryover from the classifier or fineness fluctuations, please feel free to consult us for professional solutions and technical support.
- Previous Article:No more!
- Next Article:How to construct a standard foundation for a Raymond Mill?




- Raymond Mill Oil Lubricated Assembly: Upgraded Lubrication over Conventional Grease Assembly
- Can Sand‑Powder Integrated Machines Truly Achieve Co‑production? Equipment Selection Guide
- Deep‑Dive Analysis of Working Principle of Raymond Mill
- European Version, German Version, Vertical Swing Type Grinding Mills: Genuine Upgrade or Fake Concep



 Home
Home Products
Products About
About Call
Call